
行业资讯
镀锌,钢格,板,焊接,工艺技术,要点,镀锌,钢格,
镀锌钢格板焊接工艺技术要点
作者:东美钢格板 发布时间:2020-02-11 12:00:47点击:
镀锌钢格板焊接工艺技术要点
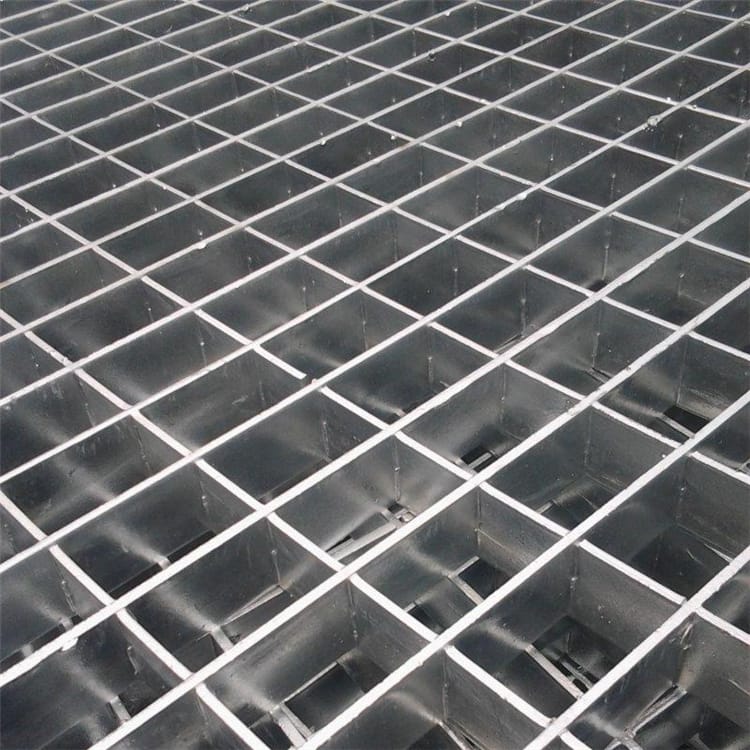
1.在负载扁钢和横杆的每个交点处,应经过焊接、铆接或压锁将其固定。
2、镀锌钢格板的焊接优先选用压力电阻焊,也可选用电弧焊。
3、镀锌钢格板的压锁可选用压力机将横杆压入负载扁钢将其固定。
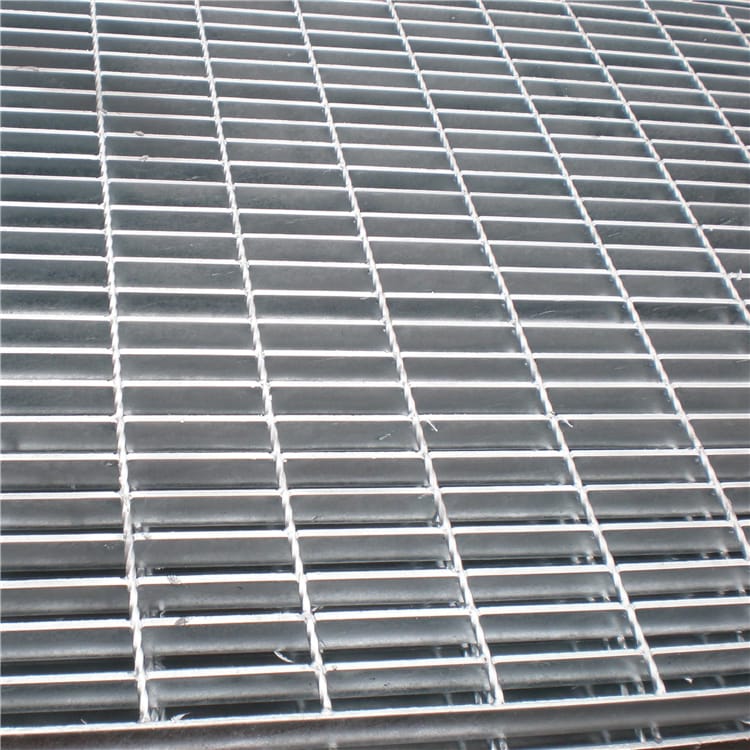
4、镀锌钢格板应依据用户的需求,加工成各种尺度的形状。
5、负载扁钢的距离和横杆的距离可由供需方依据规划请求断定。作工业渠道,主张负载扁钢的距离不得大于40mm,横杆距离不得大于165mm。
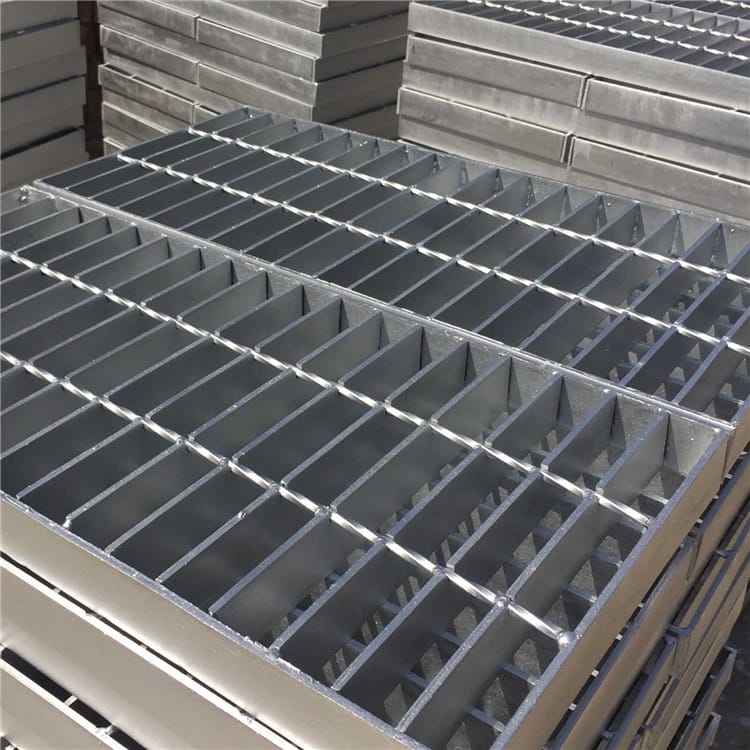
在负载扁钢的端头,应运用与负载扁钢同标准的扁钢进行包边。在格外运用的场合,可运用型钢或直接用挡边板包边,但包边板的截面积不得小于负载扁钢的截面积。
包边选用焊高不小于负载扁钢厚度的单面贴角焊,焊缝长度不得小于负载扁钢厚度的4倍。在包边板不接受荷载的情况下,允许间隔4根负载扁钢焊接一处,但距离不得大于180mm。在包边板接受荷载的情况下,不允许间隔焊接,并且有必要满焊。楼梯踏步板的端边板有必要单面满焊。与负载扁钢同向的包边板,有必要与每一根横杆焊接。钢格板中的切断、开孔等于或大于180mm的,应作包边处理。楼梯踏步板如有前沿包边护板,有必要贯穿全部踏步。
上一篇:没有了 下一篇:[钢格板用途介绍]钢格板的用途及特点





"镀锌钢格板焊接工艺技术要点"的新闻资讯
- 怎样检查承重钢格板质量镀锌钢格板安装2022-01-25 11:36:42
- 平面钢格板的特色钢格栅吊运2022-01-25 11:36:18
- 钢格栅板清洁能力如何对格栅板维护2022-01-25 11:35:47
- 钢格栅的结构镀锌后发生的改变2022-01-24 12:53:12
- 钢格栅板变形预防切割过程出现的意外2022-01-24 12:52:47
- 钢格板施工安全要求尾端太粗糙处理2022-01-24 12:51:55
